





引言
随着电子技术的飞速发展,电线元器件焊接作为电子制造过程中的关键环节,其质量直接影响到产品的性能和可靠性。为了确保焊接过程的规范性和高效性,本文将介绍电线元器件焊接的最新规范,帮助读者了解并掌握最新的焊接技术。
焊接前的准备工作
在开始焊接之前,准备工作至关重要。以下是焊接前的几个关键步骤:
清洁焊接区域:确保焊接区域无油污、灰尘和其他杂质,以保证焊接质量。
检查焊接设备:确保焊接设备(如焊台、烙铁、焊锡丝等)处于良好工作状态,并调整至合适的温度。
准备焊接材料:根据焊接要求选择合适的焊锡丝、助焊剂等材料。
了解元器件特性:熟悉元器件的焊接特性,包括焊接温度、时间、焊接角度等。
焊接过程规范
焊接过程中,以下规范应严格遵守:
焊接温度:根据元器件材料和焊接要求,调整烙铁温度。一般而言,烙铁温度应在260℃至350℃之间。
焊接时间:控制焊接时间,避免过热或焊接不足。一般焊接时间应在3至5秒之间。
焊接角度:保持烙铁与焊接面成30至45度角,以确保焊锡均匀分布。
助焊剂使用:合理使用助焊剂,以降低焊接难度和焊接缺陷。
焊接顺序:按照先焊小元件后焊大元件、先焊中间后焊边缘的顺序进行焊接。
焊接质量检查
焊接完成后,应对焊接质量进行检查,以下为常见的检查方法:
目视检查:观察焊点是否饱满、焊锡是否均匀、焊接面是否平整。
放大镜检查:使用放大镜观察焊点细节,确保无虚焊、冷焊、拉尖等缺陷。

万用表测试:使用万用表测试焊接点之间的电气连通性,确保焊接质量。
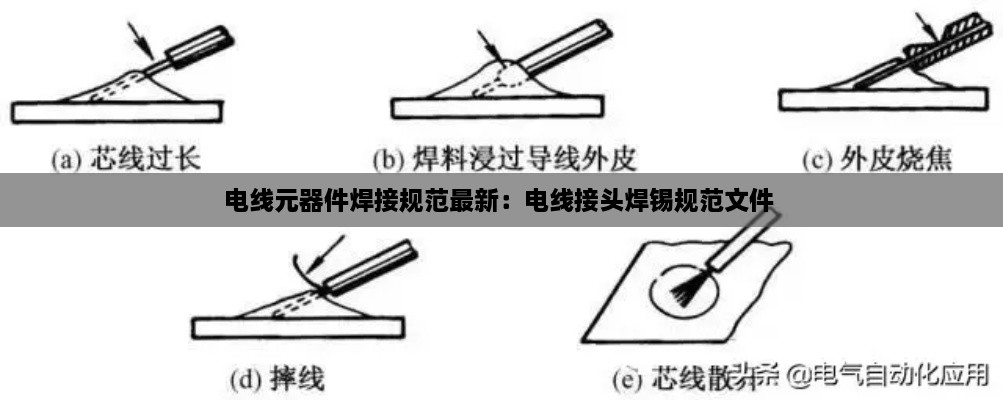
焊接缺陷及处理方法
在焊接过程中,可能会出现以下缺陷,以下为相应的处理方法:
虚焊:焊接点不牢固,易脱落。处理方法:重新焊接,确保焊锡饱满。
冷焊:焊接点温度不够,焊锡未熔化。处理方法:提高焊接温度,确保焊锡熔化。
拉尖:焊接点尖锐,影响美观和性能。处理方法:使用烙铁头轻轻打磨焊点,使其圆润。
焊锡过多:焊接点周围有过多焊锡。处理方法:使用吸锡笔或烙铁头清除多余焊锡。
总结
电线元器件焊接规范是电子制造过程中的重要环节,掌握最新的焊接规范对于提高焊接质量和产品可靠性具有重要意义。本文介绍了焊接前的准备工作、焊接过程规范、焊接质量检查以及焊接缺陷及处理方法,希望对读者有所帮助。
转载请注明来自江西北定建设工程有限公司官网首页,本文标题:《电线元器件焊接规范最新:电线接头焊锡规范文件 》




 赣ICP备2021007627号-1
赣ICP备2021007627号-1
还没有评论,来说两句吧...